
Crude Oil Stream Thermal Treater Systems for Oilfield and Offshore Applications


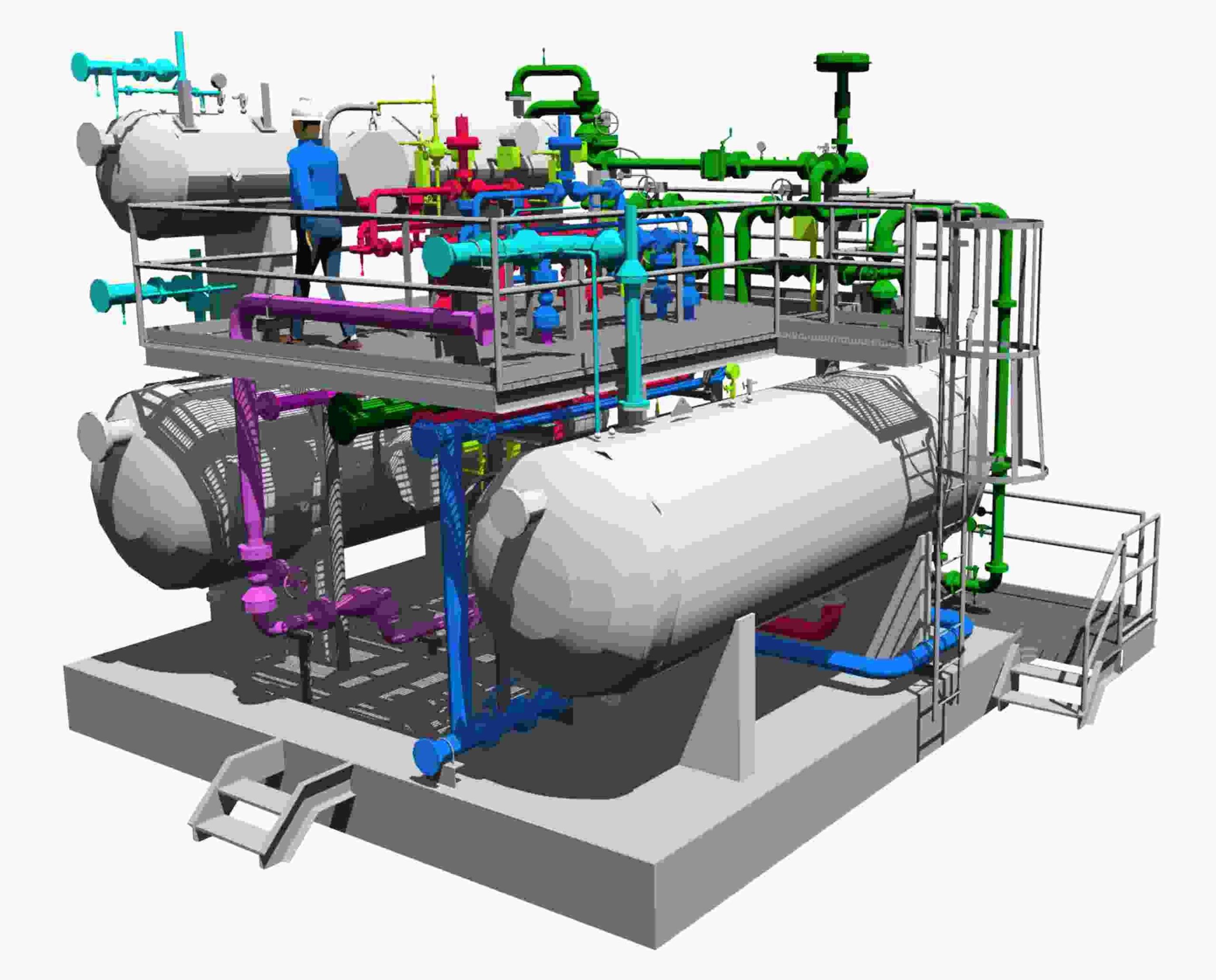
Types:
- Multi-Phase
- Separators: Split crude fluids into oil, water, and gas.
- Free Water Knock Outs: Remove bulk free water from crude oil.
- Thermal Treaters: Remove higher amounts of water to produce pipeline-spec oil.
- Capacity & Application: Suitable for processing volumes from 300 m³/d to 25,000 m³/d with crude streams ranging from 12° to 50°+ API.
- Advanced Internals:
- Flow Control: Inlet and anti-wave/distribution baffles for smooth fluid entry.
- Enhanced Heating: Firetube or heating medium tube shroud baffles boost thermal treatment efficiency.
- Optimized Separation: Removable gas dome, rotational flow inlet devices, and oil & water coalescer devices ensure effective phase separation.
- Additional Aids: De-foaming baffles, mist extractors, anti-vortex devices, oil/water/sand weirs, and optional manual or automatic de-sanding systems.
- Robust Vessel Design:
- Pressure Range: Low to medium pressure designs tailored to process requirements.
- Drainage Systems: Interface/rag layer, sludge, and solids drains enhance process reliability.
- Customizability: Critically located sample drawoffs, custom internal configurations, and removable components (firetubes, coalescers) for easy maintenance.
- Safety & Compliance: ASME Section VIII Div I or equivalent, GB150 code, NACE compliant for sour service, with internal anti-corrosion coatings.
- Installation: Features service manways, lifting lugs, and mounting saddles for secure and flexible installation
- Enhanced Thermal Treatment Options:
- High Heat Input: Large firetubes or heating medium tubes at the vessel end provide substantial heat, increasing process efficiency.
- Optimized Gravity Separation: Utilizes principles of Stokes Law by heating the crude to lower viscosity and enhance water droplet coalescence—mechanically or electrically aided.
- Tailored Process: Adjustable oil treating temperature, residence time, and demulsified chemicals ensure precise water removal.
- Heavy Crude Oil Handling:
- Specialized Design: Custom coalescing devices and sand jet systems address challenges associated with heavy crude (6° to 12° API), such as high viscosity, low density differentials, and poor heat transfer.
- High Separation Efficiency: Optimized for both standard and heavy crude, ensuring clear phase separation and superior water removal.
- Customizable Solutions: Flexible internal designs and process options adapt to a wide range of operating conditions and crude qualities.
- Robust and Compliant: Built to meet stringent ASME, GB150, and NACE standards for reliable operation even in severe service conditions.
- Enhanced Processing Capacity: High heat input and efficient coalescence significantly increase oil processing capacity without compromising product quality.